
- 联系人:魏经理
- 邮编:053600
- 电话:0318-7985895
- 传真:0318-7985895
- 手机:18730802592
- 13292258322
- 邮箱:1093996670@qq.com
- 网址:www.ganggebanyt.com
- 地址:安平县大同新村北100米处路东
机器焊接压焊钢格板与手工焊接钢格板的区别
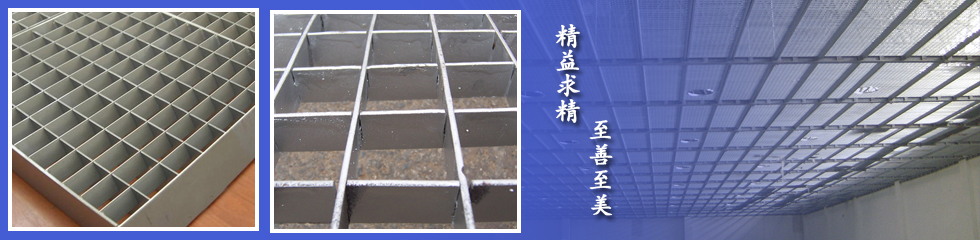
压焊钢格板也叫机器压焊钢格板,是采用高压电阻压焊机焊接而成,首先需要把承载扁钢放到特定的模具上,手动将横杆横放到均匀排列的扁钢上,经过强大的电焊功率和液压力将横杆压焊入扁钢内,从而可以得到焊点坚固,稳定性和强度极高的高品质钢格板。
一般情况下手工焊接钢格栅板的成本要低一些,但是当数量很大(通常100t以上),并且外形尺寸比较整齐时压焊成本要稍低于手工焊接
压焊机分双杆焊机和单杆焊机,对于钢格板小作坊来说前期投入成本太高,另外压焊机需要有专用的变压器,水冷冷却塔,压力容器罐等配套设施,前期准备工作还需要针对焊机进行挖沟,线缆沟及排水沟等等。焊机后期保养及配套设备养护,其实这一块并不便宜,压焊钢格栅板机的电极都是纯铜的,造价不菲,用一段时间就要去洗平,都洗没了就得换。
是人工焊接钢格板好还是压焊钢格板好,这个是相对而言的。压焊钢格板是通过机器压焊,整体比较美观,但机器是有局限性的,有些特殊的形状和部位是无法操作的。相比较而言,人工焊接钢格板会更加自由灵活,也更加牢固,但美观性没有压焊的好。
机器压焊的效率相比较高,生产的尺寸宽度不会超过1.2米,由于机器焊接有一定的尺寸,一些特殊形状的钢格板是机器不能生产的,只能进行人工焊接。这个焊接工艺受设备和电流电压的影响,工艺与原料扁钢的高低有关系,扁钢宽度误差大可能影响焊接强度,使强度不一致;该工艺存在的缺陷是假焊和虚焊,而假焊和虚焊容易使横杆剥脱。焊接工艺因设备的额定容量,截面较大的重型钢格板无法生产。该焊接工艺的设备额定容量低于800KVA的一般只能做4mm厚度以下的扁钢钢格板,1250KVA的一般能做5~6mm厚度的扁钢钢格板。
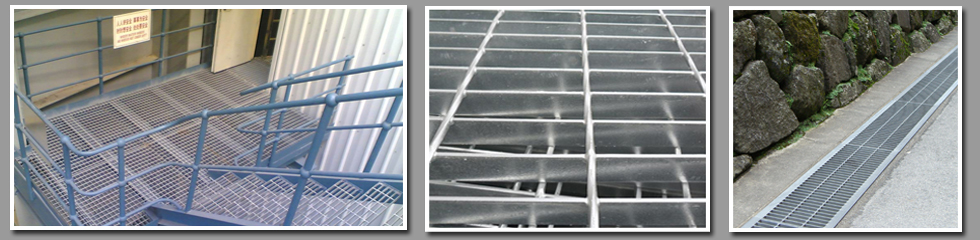
手工焊接制作的钢格板需要先在扁钢上进行冲孔,将横杆放入孔中点焊,横杆和扁钢会存在一定的空隙,但是每个接触点都能进行焊接,达到扁钢和麻花钢的等同溶化连接,因此焊接会更牢固,强度会有所提升,但外观不如压焊的美观。该生产工艺比较灵活、产品多样化、基本上可以生产全系列钢格板,在重型钢格板生产上有优势。
由此可见,无论是人工焊接钢格板还是压焊钢格板,哪种好都是相对而言的,不是绝对的。要看自己最看好什么,根据自己的需要选择。
1. 在没有钢格栅板图纸、按用户规定尺寸加工的,面积为实际交付钢格栅板的数量乘以宽度和长度的总和,它包含开孔和切口部分。
2. 提供图纸代为用户进行钢格栅板平面布置设计的,面积按图纸上总的外围尺寸计算,它包含开孔和切口部分。
3. 对于异形钢格栅板,面积为宽(W)×长(L),不扣除切口部分
